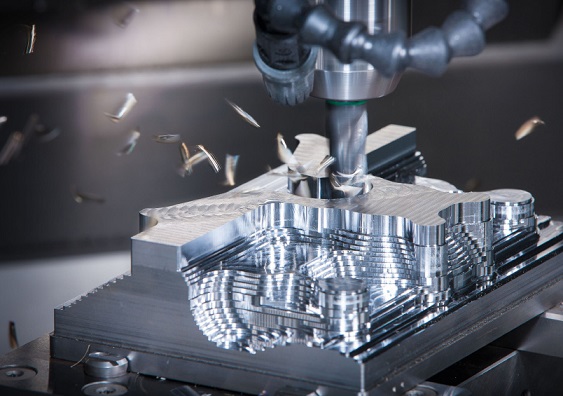
 Процесс фрезерования предусматривает срезание с заготовки лишнего материала, позволяющее получить деталь определенных размеров, форм. Операция фрезерования осуществляется на станке путем перемещения заготовки относительно инструмента (фрезы). Для того, чтобы осуществить процесс резания необходимо выполнить два движение – главное и движение подачи. При фрезеровке главное движение это вращение инструмента, а под движением подачи подразумевается поступательное движение заготовки. Во время резания образуются новые поверхности, при этом деформируются и отделяются поверхностные слои и образуется стружка.
Процесс фрезерования предусматривает срезание с заготовки лишнего материала, позволяющее получить деталь определенных размеров, форм. Операция фрезерования осуществляется на станке путем перемещения заготовки относительно инструмента (фрезы). Для того, чтобы осуществить процесс резания необходимо выполнить два движение – главное и движение подачи. При фрезеровке главное движение это вращение инструмента, а под движением подачи подразумевается поступательное движение заготовки. Во время резания образуются новые поверхности, при этом деформируются и отделяются поверхностные слои и образуется стружка.
Разновидности фрезеровки
При обработке заготовки используется встречное и попутное фрезерование. Под попутной фрезеровкой или фрезеровкой по подаче подразумевается способ, при котором совпадают вектора скорости резания и направления движения заготовки. При такой фрезеровке стружка на входе имеет максимальную толщину, а на выходе она снижается до нулевого значения. Но, при попутной фрезеровке более благоприятны условия входа пластины в резание. Кроме того, в зоне резания удается избежать высоких температур, и уменьшить склонность материала заготовки к упрочнению. В этом случае большую толщину стружки можно назвать преимуществом.
Заготовку благодаря силам резания прижимают к столу станка, а пластины – в гнезда корпуса, что позволяет их надежно закрепить. Попутную фрезеровку лучше всего использовать в том случае, когда обрабатываемый материал, жесткость оборудования, крепления дают возможность применять этот способ. Под встречной фрезеровкой, порой называемой традиционной, подразумевается способ, при котором движение подачи заготовки и скорости резания направлены в противоположные стороны. При врезании толщина стружки равна нулю, а на выходе она имеет максимальную толщину. Во время встречной фрезеровки, когда пластина начинает работать со стружкой нулевой толщины, появляются высокие силы трения, благодаря которым фреза и заготовка отжимаются друг от друга.
Вначале врезания зуба операция фрезерования больше похожа на выглаживание, при котором повышаются температура и трение. Довольно часто это приводит к нежелательному упрочнению поверхностного слоя детали. Из-за того, что стружка на выходе имеет максимальную толщину, зубья фрезы в результате внезапной выгрузки испытывают динамический удар, который приводит к выкрашиванию и существенному снижению стойкости.
Во время фрезеровки стружка начинает налипать на режущую кромку, и мешает ее работе на следующей стадии врезания. Из-за этого при встречной фрезеровке стружка может заклиниться между заготовкой и пластиной, что, соответственно, может привести к повреждению пластины. Но подобных ситуаций можно избежать, если использовать попутную фрезеровку. На современных станках с ЧПУ, отличающихся высокой виброустойчивостью, жесткостью, отсутствием люфтов, используют, в основном, попутную фрезеровку.
 Добавлено:22.02.2020
Добавлено:22.02.2020
Подбор приборов для автосервиса.
Эта разновидность услуг давно считается обыденной, вполне привычной, повсеместно распространённой. Кроме того,...
 Добавлено:8.02.2020
Добавлено:8.02.2020
Импульсная струйная печать.
Данная технологическая разновидность осуществления печати, в первую очередь, характерна тем, что в ходе выполнения...
 Добавлено:22.01.2020
Добавлено:22.01.2020
История часовой гравировки.
Данное направление ремесла, ну или искусства – это уж кому, как нравится, с точки зрения его исторического развития,...
 Добавлено:8.01.2020
Добавлено:8.01.2020
Производство бытовой пластмассы.
Она повсеместно применяется в земной, планетарной жизни. И несмотря на то, что к пластику в наше время местами...
 Добавлено:22.12.2019
Добавлено:22.12.2019
Реальная популярность услуг.
На эту тему всерьёз рассуждать весьма непросто, ввиду того, что даже беглое осознание её реального состояния порождает...
 Добавлено:8.12.2019
Добавлено:8.12.2019
А услуги – это, вообще, что?
Как бы это странно не звучало, но речь идёт о процессе, приводящем к созданию некоего полезного результата. В свете...
 Добавлено:22.11.2019
Добавлено:22.11.2019
Необычная отделка печатной продукции.
Дабы содействовать большей востребованности некоторых видом изделий, выпускаемых печатной отраслью, их подвергают...
 Добавлено:8.11.2019
Добавлено:8.11.2019
Колбасное производство.
Этот вид деятельности существует давно. На данный момент времени основными источниками сырья для создания пищевых...
 Добавлено:22.10.2019
Добавлено:22.10.2019
Эксклюзивный пошив обуви.
Такого рода услуги продолжают оставаться актуальными в нашем мире, несмотря на то, что его обувная промышленность...
 Добавлено:8.10.2019
Добавлено:8.10.2019
Шильды (шильдики) в рекламе и не только
Термин шильдик известен довольно узкому кругу специалистов, несмотря на то, что изделия, которые он обозначает,...
 Добавлено:22.09.2019
Добавлено:22.09.2019
Сложности установки встроенной мебели.
При выполнении такого рода работ действительно может возникать немало сложностей, связанных с установкой мебели...
 Добавлено:8.09.2019
Добавлено:8.09.2019
Искусство гравировки в древние времена.
Данный вид искусства, ну или ремесла зародился около трёх тысячелетий тому назад на территории современного Китая....
 Добавлено:22.08.2019
Добавлено:22.08.2019
Производство стекольного листа.
Стекло окружает нас повсюду, при этом, люди редко задумываются о том, как оно создаётся, в том числе, его наиболее...
 Добавлено:8.08.2019
Добавлено:8.08.2019
Плёночные материалы для широкоформатной печати.
Практические знания о них очень важны. Ввиду того, что, по сути, это информация о том, что можно напечатать на том...
 Добавлено:22.07.2019
Добавлено:22.07.2019
Земные услуги.
Их секрет состоит в том, что официально они полезные, однако, реально их эффективность так низка, что никак не может...
 Добавлено:8.07.2019
Добавлено:8.07.2019
Какие услуги может предлагать современное общество?
Суть ответа на этот вопрос состоит в том, что действия людей – это, так или иначе, их желания. С учётом того, что...
 Добавлено:22.06.2019
Добавлено:22.06.2019
Нормальной производственной индустрии у нас никогда не было.
Так оно и есть. Её даже и не думали создавать. Имеется ввиду тот факт, что для этого никогда не было условий, причём,...
 Добавлено:8.06.2019
Добавлено:8.06.2019
Пока всё ещё самые популярные услуги на Земле.
О них нигде толком не написано, больше того, их повсеместная распространённость официально скрывается и отрицается,...
 Добавлено:22.05.2019
Добавлено:22.05.2019
Земная социальная атмосфера, не располагающая к полезной деятельности.
Она такова! Она именно такой и является, причём, по нарастающей. Особо ужасно то, что это всё следствия постановки...
 Добавлено:8.05.2019
Добавлено:8.05.2019
Организация производства нынче бессмысленна.
В этом плане всё действительно вот именно так, откровенно беспросветно плохо, как раз и обстоит. Ведь, если посмотреть...
 Добавлено:22.04.2019
Добавлено:22.04.2019
Самые доходные услуги на Земле.
В данном случае, как вы наверняка догадались, речь пойдёт о тотально всем на нашей планете управляющей индустрии...
 Добавлено:8.04.2019
Добавлено:8.04.2019
Услуги по поиску желающих жить.
Они нынче самые важные из всех самых важных, как бы весело и забавно это для кого-то не звучало. Ибо голые факты...
 Добавлено:22.03.2019
Добавлено:22.03.2019
Проблемы с созданием производящего сектора.
Они очень интересны своей показательностью, просто потому, именно производящий сектор, как раз и является наиболее...
 Добавлено:8.03.2019
Добавлено:8.03.2019
Услуги преследований под видом демонстраций и исследований.
О них не хотят говорить вслух, однако, после низменной сексуальной эксплуатации, полной обязательного к погружению...
 Добавлено:22.02.2019
Добавлено:22.02.2019
Людские услуги, от которых опускаются руки.
Они повсюду. У нас повсюду люди и повсеместно нет желания с ними связываться любому, кто хочет жить реально хорошо....
 Добавлено:8.02.2019
Добавлено:8.02.2019
Производство, как всё более явная помеха свободе.
В наше время это уж совсем очевидно. Наконец-то подходит та эпоха, в начале которой земное общество всё больше...
 Добавлено:22.01.2019
Добавлено:22.01.2019
Услуги выявления желаний.
Они нынче самые важные, в сфере услуг более существенного вида деятельности нет, притом, что данное направление,...
 Добавлено:8.01.2019
Добавлено:8.01.2019
Отсутствие возможностей для развития сферы услуг.
Глядя на наш мир, стабильно пребывающий в конфликтном застое, а нынче ещё и всё больше входящий в раж агрессивных...
 Добавлено:22.12.2018
Добавлено:22.12.2018
Тема производственной отрасли.
Она очень примечательная, ибо являет собой практическое воплощение, глубоко замученных и извращённых желаний...
 Добавлено:8.12.2018
Добавлено:8.12.2018
Услуги уважения желаний.
Это то направление занятий человеческих, которое ещё только предстоит создать, причём, просто потому, что без...
 Добавлено:22.11.2018
Добавлено:22.11.2018
Услуги уважения человеческих желаний.
Их предстоит ещё придумать, как учредить. Ибо, несмотря на то, что это и есть основа основ менеджмента, как такового,...
 Добавлено:8.11.2018
Добавлено:8.11.2018
Режем, режем, вырезаем…
У нас, чем только не режут, и этим режут и тем… Частным образом это делают, обычно, плохо, а промышленным, стало...
 Добавлено:22.10.2018
Добавлено:22.10.2018
Социальная значимость производства.
Она однозначно велика. По сути, это и есть самое непосредственное олицетворение, господствующих в обществе взаимоотношений,...
 Добавлено:8.10.2018
Добавлено:8.10.2018
Жизнь – это сплошная сфера услуг.
Это действительно так. Производство, оно ведь практически всегда находится в стороне, его продукция доходит до...
 Добавлено:22.09.2018
Добавлено:22.09.2018
Полезные бытовые услуги, или просто слуги?
Это один из ключевых вопросов не только современности, но и всей известной нам истории планеты. Речь идёт о выборе...
 Добавлено:8.09.2018
Добавлено:8.09.2018
Хорошо, что именные гравировки нынче не в моде.
Да, действительно, очень даже неплохо, потому, что сам факт такого рода моды говорит о совсем уж явно-выраженной...
 Добавлено:22.08.2018
Добавлено:22.08.2018
Производственная активность.
Ей в нынешнем мире непросто. Хоть она всё равно имеет место быть. В смысле, присутствует в современной системе...
 Добавлено:8.08.2018
Добавлено:8.08.2018
Специфика функционирования индустрии услуг.
Она, прежде всего, состоит в том, что является самым прямым и наглядным отражением царящего в обществе взаимоуважения....
 Добавлено:22.07.2018
Добавлено:22.07.2018
Общественное предназначение сферы услуг.
В данном случае, речь идёт о практической организации процесса взаимной заботы людей друг о друге, призванном...
 Добавлено:8.07.2018
Добавлено:8.07.2018
Проблемы с организацией производства в нашем мире.
Они есть и они большие. Этот факт оспаривать крайне сложно, точнее, банально невозможно. А потому, остаётся лишь...
 Добавлено:22.06.2018
Добавлено:22.06.2018
Услуги по строительству социализма, на практике — чистого садизма.
Да, так оно и получилось, именно такую услугу оказали сами себе народы, занявшиеся в своё время созданием социалистических...
 Добавлено:8.06.2018
Добавлено:8.06.2018
Смертельно-опасное служение садистскому обществу.
Оно априори в любом случае такое. Ибо речь идёт о выражено злобной социальной среде, в которой всегда наблюдается...
 Добавлено:22.05.2018
Добавлено:22.05.2018
Режущий инструментарий, в чём его проблема?
Ну, там так…, значит, поскольку мастер-частник – это враг общества, ибо он есть производящий комфортабельное могущество...
 Добавлено:8.05.2018
Добавлено:8.05.2018
Всё менее популярный тренд производства.
Да, он такой. Для кого-то и вовсе лоховской, откровенно презираемый, а потому тупо, всячески пинаемый, за кордом...
 Добавлено:22.04.2018
Добавлено:22.04.2018
Да, уж в сфере оказания бытовых услуг нам нужен восхитительный прогресс.
Уж, нужен. Да, ещё какой! Ибо, как создать благополучного человека без привлечения его к такой же благополучной...
 Добавлено:8.04.2018
Добавлено:8.04.2018
Комфортом не рождённоё завсегда создано, чтобы умереть и убить.
Про это наиважнейшее правило работы, функционирования сферы услуг, а заодно и производства в современной, якобы...
 Добавлено:22.03.2018
Добавлено:22.03.2018
Подчинённость производства.
Да, как ни странно, но данное направление индустрии банально не может занимать главенствующее положение в общественной...
 Добавлено:8.03.2018
Добавлено:8.03.2018
Как надо правильно относиться к сфере услуг.
В буквальном смысле, как к колыбели цивилизации. Банально потому, что это есть область социального общения, связанная...
 Добавлено:22.02.2018
Добавлено:22.02.2018
Сфера услуг — сфера выживания.
Что? Громко звучит? А, как по мне, тихо. Ибо наш нынешний сервис, он же — сфера выживания, больше похож на область...
 Добавлено:8.02.2018
Добавлено:8.02.2018
Интересный момент про режущий инструмент.
Ну, что тут скажешь? Резать – это по-нашему! Отделять, разделять, а потом пытаться этим всем властвовать… Получая...
 Добавлено:22.01.2018
Добавлено:22.01.2018
Ключевые ошибки культивирования индустрии производства.
О, их много! Их так много, что, по сути говоря, нынешняя индустрия производства – это вообще, одна большая ошибка....
 Добавлено:8.01.2018
Добавлено:8.01.2018
Перспективы перерождения сферы услуг.
Они такие огромные, что как говорится: начать и никогда, ни вжисть не закончить! Ибо целина это не паханая, а так…,...
 Добавлено:22.12.2017
Добавлено:22.12.2017
Качество работы сферы услуг – это, по сути, основа человеческого счастья.
Ну, тут как? Суть в том, что жизнь – она сама по себе услуга. Услуга, оказанная нам всем Вселенной. Причём, конечно...
 Добавлено:8.12.2017
Добавлено:8.12.2017
Гравировка, история популярности.
Сейчас про гравировку. Причём, неприлично, точнее, плохо, хоть и реалистично. В двух словах: она представляет собой...
 Добавлено:22.11.2017
Добавлено:22.11.2017
Реалии развития индустрии 3D-печати.
В данном случае, вопрос стоит ни: «что?», а «где?», ещё точнее: «для кого?». То есть, не что за новомодная, сверх продвинутая,...
 Добавлено:8.11.2017
Добавлено:8.11.2017
Интеграция производства в общественную среду.
Суть в том, что это наиважнейшая, ключевая основа прикладной социальной организации, от которой наиболее непосредственным...
 Добавлено:22.10.2017
Добавлено:22.10.2017
Сфера услуг по уходу за неимущими, больными и прочими проблемными.
Сразу скажу, это Клондайк обогащения! Это такой мега мощный источник получения всего ценного, что просто ого-го...
 Добавлено:8.10.2017
Добавлено:8.10.2017
Основополагающие правила развития сферы услуг.
Ну, тут как? Тут так: работа – это или взаимная, всё более кропотливая, эффективная забота, или это вообще никакая...
 Добавлено:22.09.2017
Добавлено:22.09.2017
Рассуждения на тему создания и использования режущего инструмента.
Думаю, эта тема волнует многих. Как и полагаю, что немногие из них пытались рассматривать её в обще-социальном,...
 Добавлено:8.09.2017
Добавлено:8.09.2017
Производство, как критерий оценки социальной организации.
Данная отрасль хозяйствования всегда является весьма наглядным отражением сути организации социальных отношений,...
 Добавлено:22.08.2017
Добавлено:22.08.2017
Технология взаимной заботы.
Вы не поверите, но это самый важный вид изысканий в жизни любого социума. Я не шучу. Я настолько не шучу, что даже...
 Добавлено:8.08.2017
Добавлено:8.08.2017
Помощь неимущим и больным, как самый мощный двигатель развития сферы услуг.
О, это тот самый супер важный секрет, который следует знать каждому разумному существу. Просто потому, что это...
 Добавлено:22.07.2017
Добавлено:22.07.2017
Страсти по высоким оборотам процесса резки.
Да уж, страсти… И да, по высоким оборотам процесса резки. А что делать? Ведь, это ключевой фактор точности применения...
 Добавлено:8.07.2017
Добавлено:8.07.2017
Производственную мощь у чужой страны не трожь.
Ага, а не то свою потеряешь. Хуже того, не только потеряешь, но ещё и при самом якобы лучшем раскладе будешь убеждён,...
 Добавлено:22.06.2017
Добавлено:22.06.2017
У слуги не оттуда руки, поэтому нам нужна взаимная уважительность.
Ага, слуги – это не то, и весь Китай тому прямое доказательство. Эта страна, хоть и старается косить под «великую...
 Добавлено:8.06.2017
Добавлено:8.06.2017
Или культ денег, или развитая сфера производства товаров и услуг.
Это, да… В данном случае, ситуация из серии: «или, или». Ну, то есть, не: «днём — деньги, вечером — стулья…»,...
 Добавлено:22.05.2017
Добавлено:22.05.2017
Эффективная организация производства, как единственная панацея от социопатии.
Другого средства от человеконенавистничества никто никогда не найдёт, никто никогда не придумает. Просто потому,...
 Добавлено:10.01.2018
Добавлено:10.01.2018
Светодиодный принтер: преимущества и недостатки работы
В настоящее время существуют принтеры, которые устроены по светодиодной технологии. Имея немало преимуществ,...

Производство
Адрес: Москва, ул. Фабричная, д. 6, «ПрофИнфо»
Телефон в Москве: +7 (495) 718-25-13 E-mail:admin@serigraph-pechat.ru
Карта сайта